








在试模过程中,常常会在无法确定的情况下发生成型缺陷,因此一个好的试模工程师应该有丰富的经验来尽快判断原因,因为成本随着注塑机的使用时间而增加。
在这里我们团队积累了一些经验,如果这次分享能够给大家带来一点提示,以利于您解决类似的问题,我们将非常高兴。

这里我们讨论三种痕迹:“烧痕”、“湿痕”和“空气痕”。
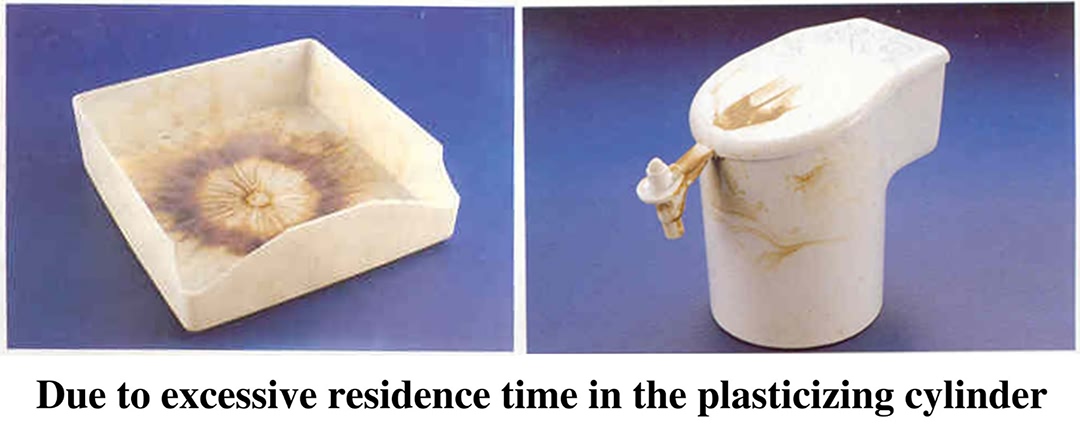
特征:
·周期性出现
·出现在狭窄截面或气穴位置
·熔化温度几乎是注射温度的上限
·该缺陷通过降低压榨螺杆转速有一定效果
·塑化时间太长,或在压榨螺杆前部区域停留时间太长
·回收塑料材料使用过量或材料曾多次熔化
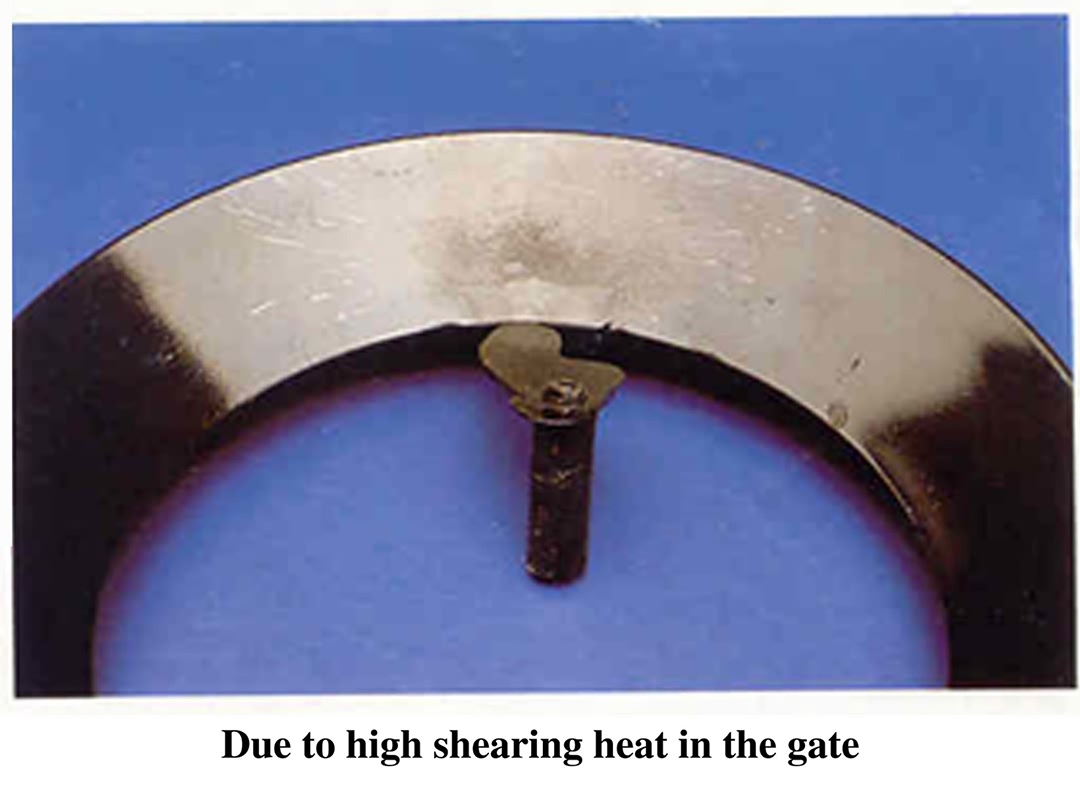
·出现在带有热流道系统的模具中
·带封闭喷嘴的模具(Shut Off Nozzle)
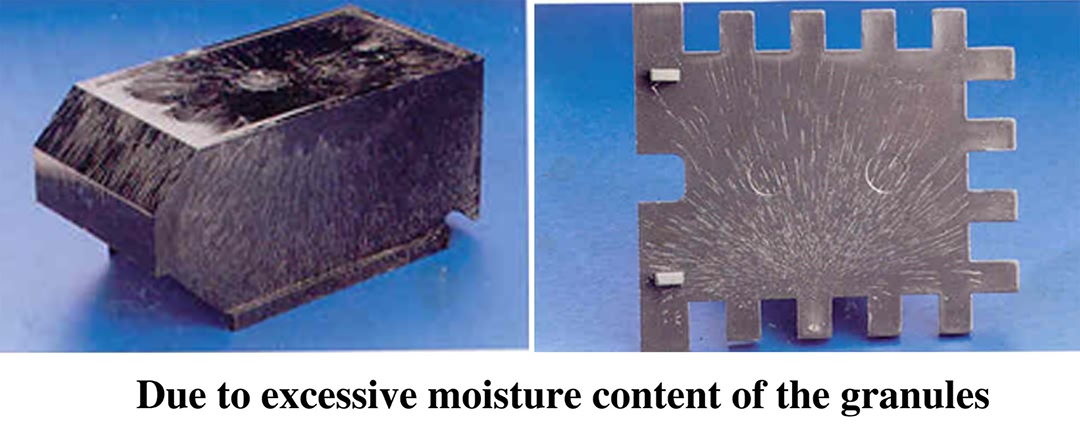
特征:
·原材料具有吸水特性(如:PA、ABS)
·将熔化的塑料缓慢注入空气中,会出现气泡和蒸发现象
·标记形状呈“坑”状结构
·注射前物料湿度过高
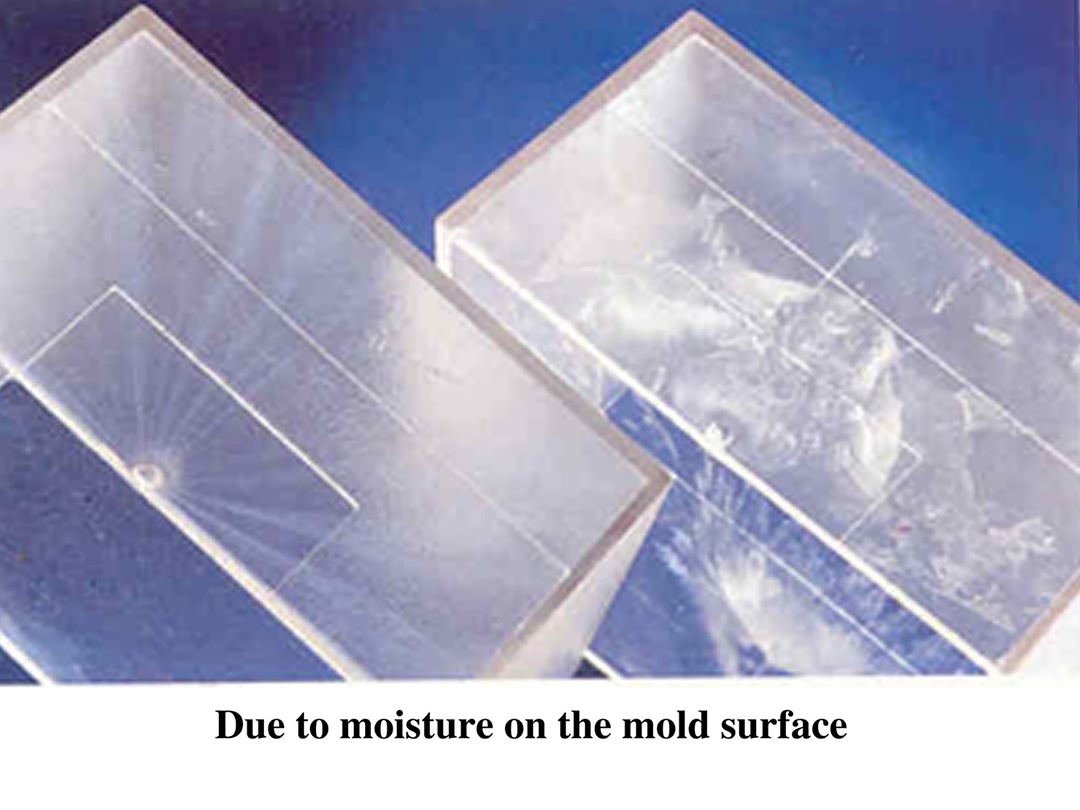
·环境中的水分含量过高(特别是空气与冷模具或胶体颗粒接触时,
·标记形状为“U”形,面积大,无光泽白色条纹
·条纹标记被粗糙的周边包围
3、空气痕迹
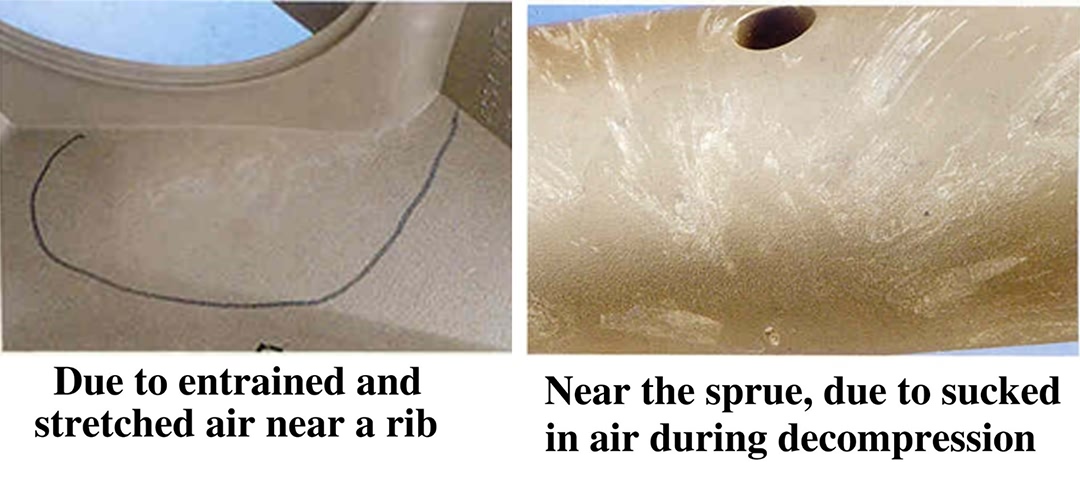
一般情况下,气痕形状较粗糙,呈银色或白色,常出现在球面/曲面、筋/壁厚变化区域或水口附近,浇口入口处常出现薄层气痕;雕刻时也会出现气痕,例如:文字雕刻或凹陷区域的地方。
·减压越低,缺陷越小
·当螺杆缓慢移动时,缺陷变小
·啤酒中可见气泡
·熔料中的气体形态呈凹坑状结构
除了以上类型外,我们的零件表面还有“玻璃纤维痕迹”和“颜色痕迹”。所以以后会有更多的成型缺陷经验会在linkedin上与亲爱的朋友们分享,如果您对我的帖子有不同的意见,请告诉我您的意见,众所周知,linkedin始终是我们分享、学习和提高的好平台!
发布时间:2020年10月26日